Es spart Zeit und Energie, wenn Strahler exakt an Produkt und Prozess angepasst werden.
Heraeus Noblelight präsentiert auf der Messe K in Düsseldorf von 16. bis 23. Oktober in Halle 10, Stand G59 anwendungsoptimierte Infrarot-Strahler und -Systeme und bietet die Möglichkeit, direkt mit den Anwendungsspezialisten zu sprechen.
Behälter für Schwimmbadfilter sind relativ groß, dickwandig und müssen Druck Stand halten können. Sie werden in zwei Hälften aus Polypropylen spritzgegossen und danach zusammen gefügt. Das Verschweißen dieser großen und dickwandigen Kunststoffteile stellte für ein Unternehmen in Südostasien eine echte Herausforderung dar. Die Filtergehäuse werden später sichtbar aufgestellt, darum muss die Schweißnaht optisch einwandfrei sein.
Das südostasiatische Unternehmen verfügte bereits über eine Schweißanlage mit Widerstandsheizelementen in einem Aluminiumblock mit Teflonbeschichtung. Die Heizelemente wurden pneumatisch ein- und ausgeschwenkt. Das leicht fließende Polypropylen klebte jedoch immer wieder am Heizelement fest, so dass Qualität und Geschwindigkeit der Produktion den gestiegenen Anforderungen nicht mehr genügen konnten.
Zudem suchte man nach effizienteren Lösungen, um Energie zu sparen.
Heute lösen Omega Infrarot-Strahler von Heraeus diese Herausforderung.
Maßgeschneiderte Infrarot-Schweißanlage
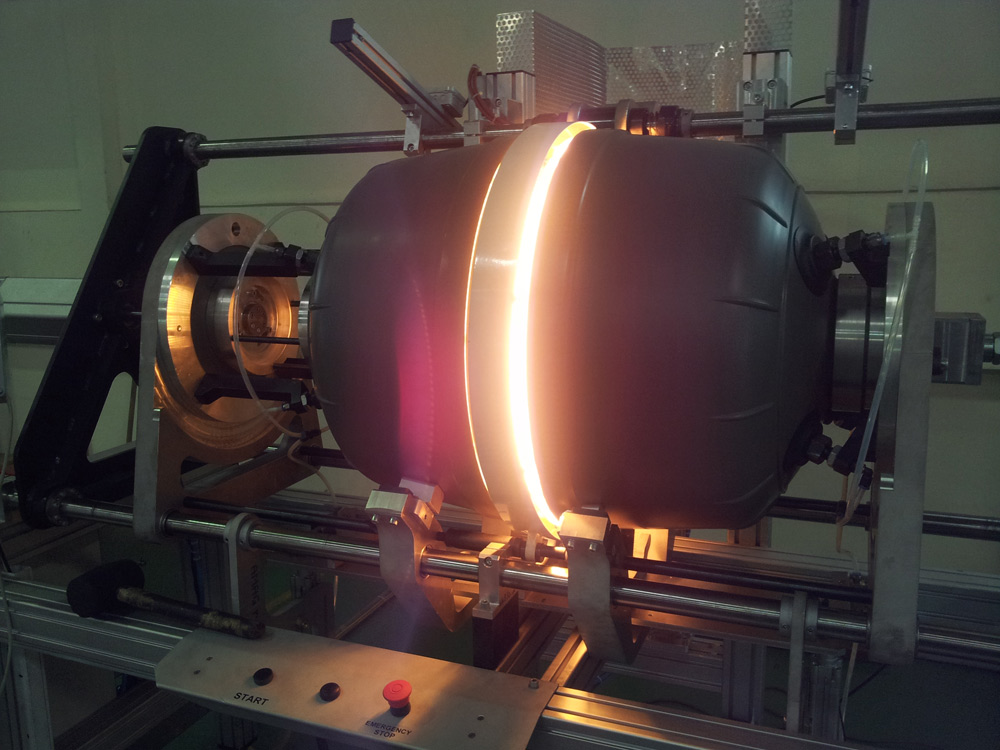
Dr. Uwe Egen von der IPCW (International Plastic Welding Consultant) in Kassel konzipierte und baute für seinen Kunden in Südostasien eine Anlage, die einen der größten je hergestellten Omega Infrarot-Strahler enthält. Dieser Spezial-Strahler besitzt die Form des griechischen Buchstabens Omega, er hat einen Durchmesser von 61 Zentimetern und ist mit einem 180° Goldreflektor ausgestattet, damit die Wärme ganz zielgenau dort ankommt, wo sie nötig ist.
Zwei der ringförmigen Strahler geben ihre Wärmestrahlung einseitig auf die Ränder der Halbschalen ab. Sie sitzen in einer Schwenkvorrichtung und werden nach dem Aufschmelzen des Kunststoffrandes herausgeschwenkt. Danach können die Hälften zusammengefügt werden.
Eine intelligente Steuerung, die in den vorhandenen Schaltschrank eingepasst wurde, hilft, ein Intensität-Zeitprofil einzuhalten. Zusammen mit dem richtigen Schweißdruck wird so ein optimales Schweißergebnis erreicht.
„Die Infrarot-Anlage hat die Kontaktheizelemente ersetzt und so können heute viel kürzere Taktzeiten verwirklicht werden!“, so Dr. Egen, „Der Hauptvorteil der Infrarot-Wärmetechnologie ist für mich jedoch, dass die Teile exakt zentriert werden können. Infrarot-Strahlung erwärmt kontaktfrei und so gibt es keine Kontaktflächen mehr, die verkleben und dann verrutschen können!“
Infrarot-Wärmetechnologie für das Fügen von Kunststoffen
Infrarot-Strahlung wird kontaktfrei übertragen und erzeugt Wärme direkt im Produkt. Damit ist sie herkömmlichen Methoden, wie etwa der Erwärmung durch Kontaktplatten, überlegen. Anders als beim Schweißen mit Kontaktwärme bleibt kein heißer Kunststoff an der Wärmequelle hängen. Dadurch können Kunststoffteile mit Infrarot-Wärmesystemen ohne Geruchsbelästigung im Sekundentakt und jederzeit reproduzierbar verschweißt werden. Zeitraubende Reinigungsprozeduren entfallen.
Anders als beim Vibrationsschweißen entsteht kein Abrieb, der sich auf dem Produkt oder der Anlage ablagert. Infrarot-Wärme verschweißt Halbschalen zu einem dichten Behälter, während Ultraschall eher für punktuelles Schweißen geeignet ist. Laser verschweißen Kunststoffteile mit hoher Energie, benötigen jedoch einen erheblichen Fügedruck und zudem spezielle Sicherheitsvorkehrungen.
Bild Copyright Dr. Uwe Egen, IPWC, Kassel 2013